Lean Management is a business philosophy that was first developed by Taiichi Ohno in the 1990s with particular focus on manufacturing firms. It is applied in various organizations to improve their business and reduce waste. It is a concept applied to remove muda. There are seven types of waste—overproduction, wasting time, resources, transportation, processing, inventory and motion. The elimination of waste improves quality while reducing costs and the time required for producing goods.
1. Fundamental Lean Management Principles
The five fundamental lean management principles are:
- Specify what creates value from the customer’s perspective
- Identify all the steps in the process chain
- Make those processes flow
- Make only what is pulled by the customer
- Strive for perfection by continually removing wastes
According to many researchers and experts, waste can be eliminated by way of standardizing the work, the workplace, quality, etc. In order to apply the concept of lean in any organization, it should first be understood well by all the personnel in the organization. The lean concept in an organization should be implemented from the top (at the level of the management) and then go on to the employees at all levels. The organization should contribute to the awareness and training of employees as far as the lean concept is concerned.
Ford, Toyota and Boeing are some of the companies that have used lean techniques and are known as the best innovators in the industry. Lean was originally developed by Taiichi Ohno of the Toyota Motor Company in Japan based on the concepts pioneered by Henry Ford.2 Ford started using lean manufacturing principles in all its operations in 1981. The re-engineering effort that was taken up by Ford, better known as the “Ford Production System,” has effectively involved the implementation of lean techniques to improve its business operations. Apart from using advanced technologies, Ford was successful in making its employees and other personnel in its organization work together in groups, and take swift decisions while avoiding wastage of time. Ford was able to effectively increase operations, eliminate waste and improve its financial position. It was able to transform itself from a mass production system to a lean manufacturing system. Improving operations and removing waste requires significant financial and human resources. Lean is the result of the involvement of all the departments of the organization.
There are many other techniques that have emerged with the same principle of eliminating waste—Kanban, Kaizen, JIT and Six Sigma are discussed in different sections of this book. TRIZ is also another innovative problem-solving tool used to resolve technical and technological problems, contradictions, thus providing companies ideal solutions and giving them the competitive advantage.
The lean concept is no longer exclusive to manufacturing firms. The same tools and concepts can also be applied to other businesses as well (non-manufacturing firms) and to industries such as health care, pharmaceuticals, banks, etc. It is used in improving patient care and reducing medical errors and in successful software development.
2. Building Blocks of Lean
5 S: A system for workplace organization and standardization. The five steps that go into this technique all start with the letter S in Japanese (seiri, sexton, seiso, seiketsu and shitsuke). These five terms are loosely translated as sort, set in order, shine, standardize and sustain.
i The placement in plain view of all necessary information, tooling parts production activities and indicators so everyone involved can understand the status of the system at a glance.
Streamlined layout: A layout designed according to optimum operational sequence.
Standard work: Consistent performance of a task, according to prescribed methods without waste and focused on human movement (ergonomics).
Batch-size reduction: If one piece flow is not appropriate, reduce the batch to the smallest size possible.
Teams: In the lean environment, the emphasis is on working in teams, be they process improvement teams or daily work teams.
Quality at the source: This refers to inspection and process control by employees so that they are certain that the product or information is passed on to the next stage or the process is of acceptable quality.
Point of use storage: Raw materials, parts information, tooling work standards, supplies, procedures, etc. are stored where needed.
Quick changeover: The ability to change tooling and fixtures rapidly (usually in minutes) so multiple products in smaller batches can be run on the same equipment.
Pull/kanban: A system of cascading production and delivery instructions from downstream to upstream activities in which the upstream supplier does not produce until the downstream customer signals a need for the product using a Kanban system. Kanban is a card designed to prevent overproduction by ensuring that each stage of a process produces only as much as the next stage needs.
Cellular/flow: Physically linking and arranging manual and machine process steps into the most efficient combination to maximize the value added while minimizing waste. The aim is to create a single piece flow.
Total productive maintenance (TPM): A lean equipment maintenance strategy for maxi mizing overall equipment effectiveness.
As lean has evolved, its potential impact has broadened. The philosophy that once was limited to the shop floor has found its way into all facets of an organization. Resources freed by lean can be reallocated to improve society at large and, in turn, the sustainability of an organization. Box 9.1 discusses the lean management principles practised by Toyota.
3. Tools for Continuous Improvement
Measurements drive both behaviour and focus of projects. It can be confirmed whether the expected improvement has taken place or not only if the correct and appropriate tools of measurement are used.
Box 9.1 Seven Principles of Lean Manufacturing: Toyota Production System (TPS)
The famous seven principles of lean manufacturing as practiced by Toyota are as follows:
- Reduced setup times: Toyota was able to slash setup times by organizing procedures, using carts and training workers to do their own setups. This was done because setup practices are generally wasteful and tie up labour and equipment.
- Small-lot production: Producing things in large batches result in huge setup costs, high capital cost of high-speed dedicated machinery, larger inventories, extended lead times and larger defect costs. It became possible for Toyota to economically produce a variety of things in small quantities since it had found the way to make setups short and inexpensive.
- Employee involvement and empowerment: Toyota organized its workers by forming teams and gave them the responsibility and training to do many specialized tasks. Teams are also given responsibility for housekeeping and minor equipment repair. Each team has a leader who also works as one of them on the line.
- Quality at the source: Toyota focused on eliminating product defects by discovering and correcting them as soon as possible. A worker can stop the entire line by pulling a cord called Jidoka if the defect cannot be fixed.
- Equipment maintenance: Toyota operators are assigned primary responsibility for basic maintenance since they are in the best position to detect signs of malfunctions. Maintenance specialists diagnose and fix only complex problems, improve the performance of equipment and train workers in maintenance.
- Pull production: In order to reduce inventory holding costs and lead times, Toyota developed the pull production method wherein the quantity of work performed at each stage of the process is dictated solely by the demand for materials from the immediate next stage. The kanban scheme coordinates the flow of small containers of materials between stages. This is where the term just-in-time (JIT) originated.
- Supplier involvement: Toyota treats its suppliers as partners and integral elements of the Toyota Production System (TPS). Suppliers are trained in methods to reduce setup times, inventories, defects, machine breakdowns, etc. and take responsibility to deliver best possible parts.
Source: Adapted from Taiichi Ohno, Toyota Production System: Beyond Large Seale Production (Portland, Oregon: Productivity Press, 1988).
- The seven quality control tools: These are explained in Chapter 8 and are the tools used for continuous improvement. Use the appropriate tool(s) to measure the success of the improvement process.
- 5-Why analysis: The why concept
![]()
- Approach to continuous improvement: The PDCA cycle (Plan-Do-Check-Act) is an approach particularly focused on continuous improvement of existing processes. This is explained in Chapter 2. When you follow the PDCA cycle, you need to do it continuously. After you have improved a process and set up a new procedure incorporating those improvements, only then is it time to move on to the next process.
4. Guidelines for Preparing the Kaizen Proposal
The following guidelines need to be followed for a Kaizen proposal:
- The Kaizen should be self-explanatory.
- Sustenance of results must be clearly evident.
- Ease of replication for other units/areas must be evident.
- Clear impact on customer/quality/bottom line/intangible benefit must be presented.
- Each team should have a maximum of five members including a coordinator.
- The team must be a natural operating team.
- The presentation must follow a systematic flow—methodology of theme/problem identification, root cause/analytical analysis, usage of different tools and techniques, problem faced if any, team working, actions taken, before/after condition through photograph/ graphs/sketches/videos, etc., results achieved, replication and sustenance of results.
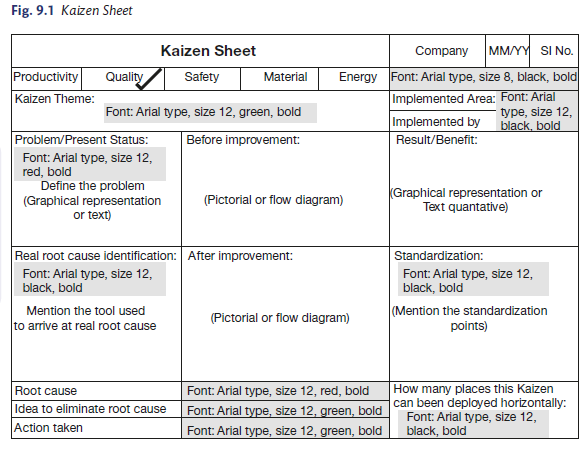
5. Kaizen Sheet
A Kaizen sheet is a useful way of depicting the information relating to the implementation of Kaizen suggested by an individual or group of workers.3 The typical format of a Kaizen sheet is shown in Figure 9.1.
6. Reward Success
The employees of an organization distinguish an average organization from a great one. The difference is not so much in the calibre of the personnel, as in the degree to which the personnel are used to their full potential. Each person’s contribution should be valued. Employees should be motivated, inspired, rewarded and recognized for their contributions how ever small they may be. Rewards are not only in terms of monetary benefits. Rewards can also be in the form of displaying their special achievements on bulletin boards, giving letters of appreciation to encourage them, celebrating their success along with their teams by giving them a rolling trophy engraved with their names on it, etc.
7. Benefits of Kaizen
Kaizen involves every employee in the change process. In most cases, these changes may be small and incremental. It focuses on identifying problems at their source, solving them at their source, and changing standards to ensure that the problem does not recur. It’s not unusual for Kaizen to result in 25 to 30 suggestions per employee, per year, and to have over 90 per cent of those implemented.
For example, Toyota is well known as one of the leaders in using Kaizen. In 1999 at one US plant, 7,000 Toyota employees submitted over 75,000 suggestions, of which 99 per cent were implemented. These continual small improvements add up to major benefits. They result in improved productivity, improved quality, better safety, faster delivery, lower costs and greater customer satisfaction. On top of these benefits to the company, employees working in Kaizen- based companies generally find work to be easier and more enjoyable, thus resulting in higher employee morale and job satisfaction and lower turnover. Kaizen reduces waste in areas such as inventory, waiting times, transportation, worker motion, employee skills, overproduction, excess quality and in processes. It improves space utilization, product quality, use of capital, communications, production capacity and employee retention. It provides immediate results. Kaizen focuses on creative investments that continually solve large numbers of small problems.
Kaizen will also improve the capital projects process, but the real power of Kaizen is in the ongoing process of continually making small improvements that improve processes and reduce waste. Box 9.2 discusses the Kaizen initiatives at Freudenberg-NOK.
Box 9.2 Kaizen at Freudenberg-NOK
Freudenberg-NOK (FNOK), a firm formed by the amalgamation of a German, Japanese and an American company is a producer of sealing packages for transmissions, brakes, axles and steering. It succeeded in creating a culture of “Kaizen every day” as a means of continuous improvement. The company classified Kaizen events into major and minor categories. Through a series of Kaizen events, FNOK transformed its traditional batch manufacturing process from a “U-shaped cell” into a “best practice cell” and later into a “model cell.” FNOK firmly believes that involving the staff in all improvement activities is the key to success.
The Vice-President of FNOK’s GROWTTH (Get Rid of Waste through Team Harmony) and continuous improvement team conducted about 1,100 Kaizen events in 1999. This helped the company to improve activities continuously. Areas that were improved were also monitored continuously and further developed.
The major events conducted as part of Kaizen were undertaken by a cross-functional team consisting of six to eight people. The main objectives of these teams were to initiate improvement activities in specific areas. Maj or Kaizen events were separated by few weeks and during this time, few of the team members made changes in the process and collected data on these changes. By analysing the data, the team could decide whether the changes were justified or not.
Incorporating the culture of “Kaizen everyday” required a lot of strategic planning and training. The process improvement on its plant floor required reorganizing. Initially, FNOK had a traditional batch manufacturing process. The company had created U-shaped cells where small, inexpensive and dedicated equipment was placed in the order of the assembly process. This allowed a one-piece flow. The operations were standard and workers handled many processes. Retaining the U-shaped setup as it was, FNOK improved it by incorporating the 5 S practice that stressed on cleaning up, organization, neatness, standardization and discipline. In addition, it took steps for preventive maintenance. These “best practice cells” were then transformed into “model manufacturing cells” by adding internal support functions such as material management, technicians and quality engineering. This enabled operators in the cell to seek quick assistance in critical situations.
The company realised the importance of assigning trained operators permanently to specific processes and products. By doing so, the operators could improve their skills and knowledge especially in areas such as parts requirements, critical process characteristics and the mechanism of the process. Rather than defining people by their functions, FNOK aimed at identifying people with specific customers and specific products. This improved efficiency of customer services.
Source: Poornima M. Charantimath (2017), Total Quality Management, Pearson; 3rd edition.
Thanks , I have just been looking for info about this subject for ages and yours is the greatest I’ve discovered so far. But, what about the bottom line? Are you sure about the source?
I reckon something truly special in this website .
I like this web site very much so much fantastic info .
Its fantastic as your other posts : D, regards for posting.