When dealing with more than two factors, each at more than two levels, the significance of main effects and interactions remains unchanged. Now we need to analyze the experimental responses for main effects and interactions with three or more factors. For instance, with three factors instead of the previously analyzed two, the main effects need to be referenced to the specified factor, between specified levels, in the “company of” two other factors.
To that extent, the interpretation of main effects is clear, but interactions of three-or-more-factor, three-level experiments are not that simple. With four factors, for instance, a, b, c, and d, the following interactions need to be searched for:
Four two-factor interactions: ab, bc, cd, and ad
Three three-factor interactions; abc, bcd, and abd
One four-factor interaction: abcd
Analysis of such interactions, limited to two levels of each factor, was done in Chapter 8 (see Table 8.10). There the analysis was rendered simple by the expedient of using “—1” and “+1” for the “low” and “high” levels. As that advantage is unavailable for dealing with factors at three or more levels, the analysis becomes quite complex. Thus, with the factor level jumping from two to three (or more), the analysis is not simply a matter of extension.
The reader is advised to consult a text devoted to the design of experiments for such analysis, when needed. Here, we instead move on to an analysis of experimental responses when there are four factors with each at three levels. This analysis necessarily has to be an incomplete factorial, as was done in Chapter 8 for two levels, but here extended to three levels.
1. Fractional Factorial with Three-Level Factors
In this chapter so far, we have dealt with full factorials with two factors at three or more levels. With an increased number of factors, the number of runs necessary, if we stay with full factorials, will increase exponentially. When beset with such problems, fractional factorials are the obvious solution. Adapting the example discussed in Chapter 8, we will form a fractional factorial, this time with more specifics and concrete numbers, and strive for the solution.
Example 9.1
We will digress here slightly relative to the selection of factors, based on the input of the Quality Circle and limitations imposed by statistical considerations. It is known that several factors, influencing each other, determine the qualities of manufactured products (or components). To experiment with the influence of all possible factors together is virtually impossible, making it necessary, as a prelude to factorial experiments, to select a few of the many factors involved. If such a selection is made based on the experience of those personnel who are involved with, and know intimately, the various aspects of the product, the benefits of multifactor experiments will be very much enhanced. Following is a brief narration of an example in which an attempt was made to combine the benefits of the concept of Quality Circle with those of factorial experimentation.
This problem, previously mentioned in Chapter 8, is from the metal-casting industry, and the case in point is the need to increase permeability. Less than adequate permeability will result in gas-related defects in castings. Over a certain number of weeks, a greater-than-acceptable number of such defective castings had been found.
In the Quality Circle, it was thought necessary to pick one or, if unavoidable, two factors that have the most influence on permeability. Further, it was the intention to investigate the linear relation of such factors to permeability. The least number of levels that can help us in that direction is three. Testing at three levels involves two components of information for each factor, for instance, the main effect of a given factor between level 1 and level 2 and another between level 2 and level 3. If we choose five factors to start with, as we did in Chapter 8, we end up with ten components of information. The related statistical methods indicated that the least number of runs in a fractional factorial—the smallest orthogonal array—necessary for a three-level factorial is nine. Also the maximum number of information components that can be handled in such an array is one less than the number of runs. That reduces the highest number of factors we can handle and still be able to search for the most influential ones to (9 — 1) 4 2 = 4. Knowing these limitations, I posed to the Quality Circle the problem of having to reduce the factors to not more than four. The discussion in the meeting, stated very briefly, proceeded as follows:
- The sand technician said that angular sands, compared to round sands, expose more surface area, hence, cut down on permeability. He asked for roundness to be a factor. But round sands are expensive. The foundry had been using what the supplier branded as “subangular” sand. The vice president, who was a member of the Quality Circle and who controlled the inventory for the company, agreed to pay for a sufficient quantity of round sand for the experiment. If and when they decided in favor of round sand for making molds, they would consider the expense.
- Compression strengths in the test lab ran in the range of 13 to 16 psi. There was no reason to believe that lowering the compressive straight to some extent may considerable increase the casting defects. The sand technician mentioned that higher-than-adequate strengths are the result of excessive compaction and that excessive compaction would lower permeability.
At this point, the foundry superintendent interjected that while passing through the molding floor, he had observed that most of the molders, even before using the jolt-squeezing machines, use pneumatic rammers to compact the molds. His suggestion to the floor supervisor against the use of rammers was met only with excuses. Now that he was sitting in the Quality Circle, he insisted on taking away the rammers from the molders, but he agreed to wait until the experiment was done. The question was how to test the effect of the degree of compaction on permeability in the lab. The sand technician supplied the answer: instead of the normal three rams on the specimen, he could also test permeability with one and two rams. That became a factor.
- Two different kinds of sands were supplied to each molding station. The molders were expected to cover the pattern surface with facing sand, about one-half inch thick, by sifting through a riddle— this process is known as riddling—then to fill the molds with backing sand. Some molders, instead of doing that, simply shoveled the facing sand into the mold. The quality inspector suggested that some castings showed rougher surfaces than others, and he attributed that to following or not following the procedures of riddling the sand. He wanted riddling/not-riddling to be one of the factors, but this factor could be made effective only on the molding floor. It was decided that the experiment now in planning should all be done in the lab, not on the molding floor. Thus, riddling was excluded as an unrelated factor, at least for the time being.
- The sand technician had previously pointed out repeatedly that the sand had excessive fine material. The Methylene Blue clay was in the range of 8 to 10 percent and the AFS clay in the range of 12 to 14 percent. The difference between the two was the measure of dead, fine material (from now on simply referred to as “fines”). The fines filled the pores among grains and worked against permeability. The plant manager, who had to report to the president, had not heeded the sand technician’s suggestion to take appropriate actions to reduce the fines in the return sand from the shakeout. Now the sand technician had an opportunity to relate fines with casting rejects. From the small quantity of sand required for the lab tests he could remove the fines by placing the sand on number 200 sieve and shaking; longer periods in sieve shaking would remove more fines from the sand. He could thus obtain several samples of sand, each containing different quantity of fines. He wanted to include percentage of fines in the sand as a factor; it was accepted.
- Speaking about fines, as this foundry made mostly ductile iron castings, there was a considerable quantity of sea coal in the sand. A nonstandard test known as “Loss on Ignition” could serve as a good measure. Reducing sea coal as much as possible is good for permeability. The metallurgist in the Quality Circle objected. He argued that sea coal, despite its connection to reduced permeability, had an otherwise important part to play. So, it was dropped from consideration as a factor.
- Permeability is closely related to the volume of gases generated. Sand has considerable moisture needed to temper the clay; the steam generated is an obvious part of the gases. Reducing moisture is a way of reducing the steam generated; thus, there will be less gas to pass through the bulk of molding sand. The moisture recorded was in the range of 5.0 to 6.5 percent, but this rather high percentage was necessary because of the greater than normal percentage of live clay, the clay that is active in forming the bond, also known as Methylene Blue clay. If the moisture were going to be considered as a possible factor, it would make better sense to treat the combination of live clay and moisture together. The sand technician offered to take live clay and moisture together as one factor, mixing them in the same ratio as the current percentages of live clay and moisture; here onwards referred to as moisture (+live clay), it became another factor.
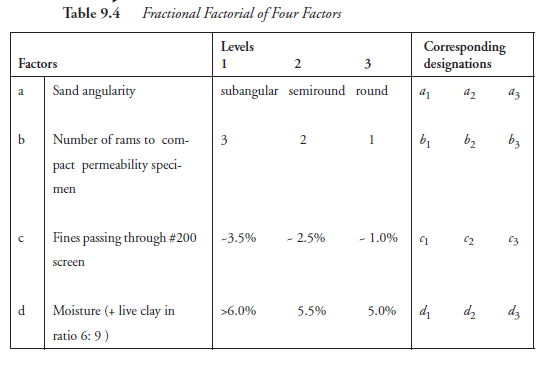
Table 9.4 shows, in summary, the four factors at three levels each forming the fractional factorial for the experiment.
It may be observed that factor a is qualitative in that the angularity is not measured; instead, it is accepted with the quality assigned by the supplier. The other three factors are quantitative; the quantities in numbers could be assigned to these, though not very precisely. We would note that the “increments” between levels of these factors are actually reductions because the improvement we expect in permeability is caused by reducing the quantities of these factors. Also, as usual, the distances between levels are not to scale.
After this preparation and background, we are now ready to face, in familiar form, the orthogonal array of four factors in three levels, presented in Table 9.5. The first column shows the serial number of runs, and the last column, the values of permeability (each an average of five tests), corresponding to the factor- level combination on each line in the middle column.
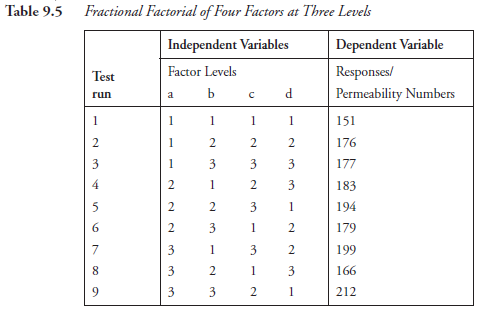
With the numbers read off this table, we can now calculate the values needed to know the main effects of all the factors. For instance, such values for factor c are
at level 1: (151 + 179 + 166) = 165
at level 2: (176 + 183 + 212) = 190
at level 3: (177 + 194 + 199) = 190
The main effect of c between levels 1 and 2 is 190 — 165 = 25, and that between levels 2 and 3 is 190 — 190 = 0. Represented to scale on the _y-axis (the x-axis has no scale), such effects are shown for all the factors in Figure 9.4.
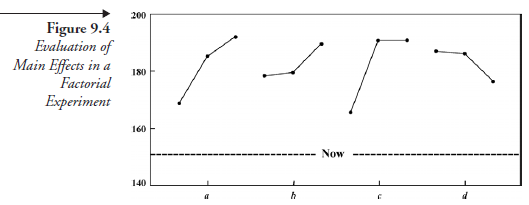
The discussion that ensued in the subsequent Quality Circle meeting, guided by this figure, is summarized as follows.
- Each of the factors tested for was found effective as compared to the “now” average permeability shown in the figure for reference. It was no surprise to anyone; the deliberation done in selecting the factors was complimented.
- Factor a, the roundness of sand grains, as reasoned out by the sand technician, was found to be most effective. It was desirable to work with at least the semiround sand, which was likely to be less expensive than round sand. The vice president in charge of inventory appreciated the prediction of the sand technician but pointed out that the use of such sand in their system had to remain a wish. To replace the entire system sand (the sand that is used repeatedly in the foundry) plus the present stock in the silo with “semiround” sand, would be extremely expensive. Besides, the material being scarce, there were no consistent and dependable sources for sand of that quality. Changing the grain shape of the sand was dropped for the time being as a “not viable” means for the purpose.
- Factor b, reducing the degree of compaction, showed to be a very effective factor. How can compaction of the permeability specimen be simulated in actual mold making? The sand technician was confident that bulk density could be used to relate the two, but the more practical problem was, Will mold compaction equivalent to applying two rams on the specimen, instead of the normal three, be adequate for the mold to withstand erosion by the liquid metal during pouring and solidification? The metal involved was cast iron, which is heavy and very hot. Despite such risk, should they implement the experimental finding? The molding supervisor was hesitant. The foundry superintendent offered a compromise; only for big molds, with flask depths greater than 9 inches, would pneumatic rammers be allowed, not for others. Any problems related to not using rammers would be reviewed promptly.
- Factor c, removal of fines, recommended itself very favorably. The foundry superintendent was very impressed. He thought that this, perhaps, was the best and the quickest change to implement; it could be done entirely within the plant, independent of outside resources, men, or material. He offered to discuss with the company’s president the need for, and possibility of, enhancing permeability. He said he would use this opportunity to invite the president and, through him, the plant manager to become part of the Quality Circle.
- Factor d, reducing the bond quantity, sounded very reasonable before the experiment. Now a gain in permeability was recorded even with the current, excessive quantity of bond. Even more puzzling, with decreasing bond quantity, the permeability decreased, instead of increasing. The sand technician was deeply disturbed; should they continue with the present level of bond, even with reduced fines? Others said yes; his concurrence was not forthcoming.
I did not take sides in the dispute. Instead, I made a note that this might be a good case of severe interaction masking the main effect. In the course of time, as the fines progressively decreased, the demand for quantity of moisture (+ live clay) might decrease with it. Meanwhile, to study the interaction, I was thinking of an experiment with two factors: percentage of fines and quantity of moisture (+ live clay), each at four or more levels, keeping the other factors out. I did not mention this at this meeting; it is for the future.
Source: Srinagesh K (2005), The Principles of Experimental Research, Butterworth-Heinemann; 1st edition.
4 Aug 2021
5 Aug 2021
4 Aug 2021
4 Aug 2021
5 Aug 2021
5 Aug 2021