The eight pillars of TPM (Figure 14.3) are:
- Jishu Hozen
- Kobetsu Kaizen
- Planned maintenance
- Hinshitsu Hozen
- Education and training
- Development management
- Safety, health and environment
- Pillar 8—Office TPM
1. Pillar 1-Jishu Hozen (Autonomous Maintenance)
The first pillar of TPM is Jishu Hozen (JH), which in Japanese means autonomous maintenance. This pillar is geared towards developing operators to be able to take care of small maintenance tasks, thus freeing up the skilled maintenance people to spend time on more value-added activities and technical repairs. The operators are responsible for the upkeep of their equipment to prevent it from deteriorating. The policy followed is the uninterrupted operation of equipments, flexible operators to operate and maintain other equipments, eliminating the defects at source through active employee participation and stepwise implementation ofJH activities.

Steps inJishuHozen: The main steps in Jishu Hozen are discussed below.
- Preparation of employees: Employees should be educated about TPM, its advantages and the advantages and steps ofJishu Hozen.
- Initial clean-up of machines: The supervisor and the technician should discuss the initial clean-up of machines. All the items should be arranged for cleaning and on the arranged date, employees should clean the equipment completely with the help of the maintenance department. After the clean-up, problems should be categorized and suitably tagged. White tags are placed where problems can be solved by operators and pink tags are placed where the aid of maintenance department is needed. The details about the tags placed should also be transferred to a register.
- Take countermeasures: Necessary action must be taken to prevent the workout of machine parts. Machine parts should be modified to prevent accumulation of dirt and dust.
- Fix tentative Jishu Hozen standards: The Jishu Hozen schedule must be followed strictly. Schedules should be made regarding cleaning, inspection and lubrication. It also should include details like when, what and how.
- General inspection: Employees are trained in disciplines like pneumatics, electrical, hydraulics, lubricant and coolant, drives, bolts, nuts and safety. This is necessary to improve the technical skills of employees and to use inspection manuals correctly.
- Autonomous inspection: Each employee prepares his own autonomous chart/schedule in consultation with the supervisor. New methods of cleaning and lubricating are used. Parts that have never given any problem or parts that don’t need any inspection are removed from the list permanently based on experience. The frequency of clean-up and inspection is reduced based on experience.
- Standardization: Upto the previous stem, only the machinery/equipment were the focal points of concentration. However, in this step, the surroundings of machinery
are organized. Necessary items should be organized such that searching time is reduced. The work environment is modified such that there is no difficulty in getting any item. - Autonomous management: OEE and OPE and other TPM targets must be achieved by continuous improvement through Kaizen. PDCA (Plan, Do, Check and Act) cycle must be implemented for Kaizen.
2. Pillar 2-Kobetsu Kaizen (Focused Improvement)
Kobetsu Kaizen or focused improvement is a move towards zero losses of all kinds. The concept of zero losses is practised in every sphere of activity. There is a relentless pursuit to achieve cost reduction targets in all resources and improvement of plant equipment effectiveness. The Kobetsu Kaizen target is to achieve and sustain zero-losses with respect to minor stops, measurement and adjustments defects and unavoidable downtimes. It also aims to achieve a 30 per cent reduction in manufacturing costs. The tools used in Kobetsu Kaizen are PM analysis, why-why analysis, summary of losses, Kaizen register and Kaizen summary sheet.
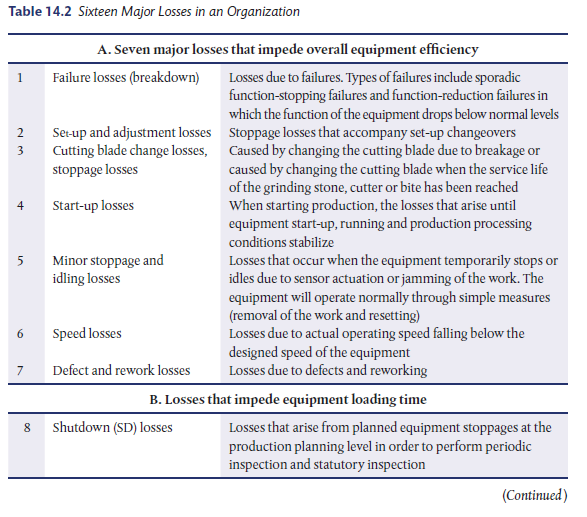
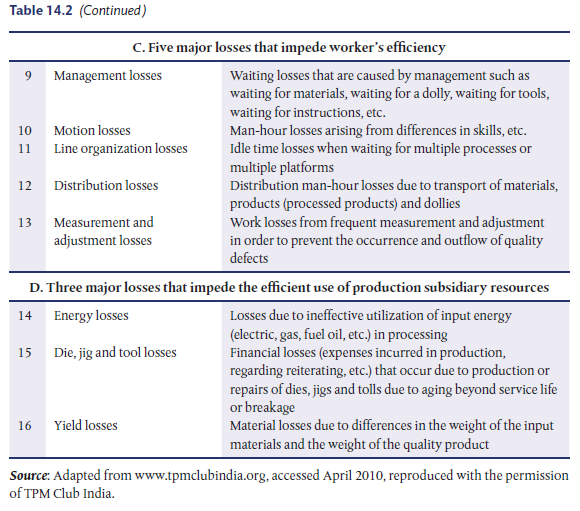
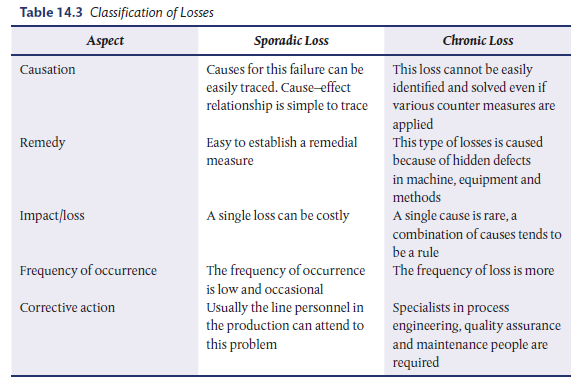
The objective of TPM is the maximization of equipment effectiveness.3 TPM aims at the maximization of machine utilization and not merely machine availability maximization. As one of the pillars of TPM activities, Kaizen pursues efficient equipment, operator and material and energy utilization and aims at achieving substantial effects. Kobetsu Kaizen activities try to thoroughly eliminate 16 major losses in an organization. These are given in Table 14.2. A classification of these losses is given in Table 14.3.
3. Pillar 3-Planned Maintenance (PM)
PM supports the Jishu Hozen pillar of TPM by encouraging the operators to identify abnormalities and prepare tentative standards for cleaning, lubrication and inspection by way of on-the-job training of operators. It is aimed at having trouble-free machines and equipments producing defect-free products for total customer satisfaction. It comprises the following types of maintenance.4
- Preventive maintenance: A type of maintenance practice whose sole objective is to reduce the probability of failure or performance degradation by replacing or reconditioning worn components or by servicing the facilities at pre-planned intervals.
- Daily maintenance: The first step in machine care and in extending the productive life of any machine is the establishment of a daily maintainance programme and checklist.
- Periodic maintenance (time-based maintenance): Significant activities carried out regularly (according to a predetermined schedule) to maintain the condition or operational status of a building, equipment, machine, plant or system.
- Predictive maintenance (condition-based maintenance): This type of maintenance practice is initiated on the basis of the knowledge about the condition of a part/component that comes from routine or continuous monitoring. The basic idea of predictive maintenance is to track some kind of warning signals indicating the necessity of replacement or overhauling.
- Breakdown maintenance: A type of maintenance practice that involves caring of the equipment only after a failure or breakdown has occurred.
- Corrective maintenance: A type of maintenance practice that involves making improvements, modifications and changes in the existing equipment, besides its regular upkeep through other combinations of maintenance.
The policy followed is to achieve and sustain availability of machines, optimum maintenance cost, reduce spares inventory, improve reliability and maintainability of machines. The targets are zero-equipment failures and breakdowns, improved reliability and maintainability by 50 per cent, reduced maintenance cost by 20 per cent and continuous availability of spares.
The six steps in planned maintenance are:
- Equipment evaluation and recoding present status.
- Restore deterioration and improve weakness.
- Building up information management system.
- Prepare time-based information system, select equipment, parts and members and map out plan.
- Prepare predictive maintenance system by introducing equipment diagnostic techniques.
- Evaluation of planned maintenance.
4. Pillar 4-Hinshitsu Hozen (Quality Maintenance)
It is aimed towards customer delight through defect-free manufacturing. The focus is on eliminating non-conformances in a systematic manner. Quality maintenance (QM) activities focus on setting equipment conditions that preclude quality defects based on the concept of maintaining perfect equipment to maintain perfect quality. The condition is checked and measured in time series to verify that measured values are within standard values to prevent defects. The transition of measured values is monitored to predict possibilities of defects
occurring and to take countermeasures before hand. The policy focuses on the prevention of defects at source, defect-free conditions and control of equipments, QM activities to support quality assurance, focus on poka-yoke, in-line detection and segregation of defects and effective implementation of operator quality assurance. The targets are to achieve and sustain customer complaints at zero, reduce in-process defects by 50 per cent and reduce cost of quality by 50 per cent.
5. Pillar 5-Education and Training
The aim is to have multi-skilled revitalized employees whose morale is high and who are eager to come to work and perform all the required functions effectively and independently. Operators are trained to upgrade their skills. It is not sufficient to know only the “know-how” but they should also learn the “know-why.” The employees should be trained to achieve the following four phases of skills so that the goal of creating a factory full of experts is achieved. The different phases of skills are:
Phase 1: Do not know.
Phase 2: Know the theory but cannot do.
Phase 3: Can do but cannot teach.
Phase 4: Can do and also teach.
The policy focuses on the improvement of knowledge, skills and techniques, creating a training environment for self-learning based on felt needs and training to remove employee fatigue and make work enjoyable. The target is to achieve and sustain downtime due to want of men at zero on critical machines, achieve and sustain zero losses due to lack of knowl- edge/skills/techniques and aim for 100 per cent participation in suggestion schemes.
The six steps in educating and training activities are:
- Setting policies and priorities and checking present status of education and training.
- Establishment of a training system for operation and maintenance skill upgradation.
- Training the employees for upgrading the operation and maintenance skills.
- Preparation of training calendar.
- Kick-off of the system for training.
- Evaluation of activities and study of future approach.
6. Pillar 6-Development Management (Early Management)
Development management or early management helps in drastically reducing the time taken to receive, install and set-up newly purchased equipment (known as vertical start-up). Development management can also be used for reducing the time to manufacture a new product in the factory.
7. Pillar 7 – Safety, Health and Environment
The safety, health and environment (SHE) pillar of TPM strives to achieve the objective of zero-accidents and defects and reducing the level of human effort required for attaining a given level of production. The targets are zero-accidents, zero-health damage and zero-fires.
8. Pillar 8-Office TPM
Office TPM should be started after activating the four other pillars of TPM (JH, KK, QM, PM). It focuses upon improving the productivity and infusing efficiency in the administrative support functions of the organization by identifying and eliminating losses.
Office TPM must be followed to improve productivity, efficiency in the administrative functions and identify and eliminate losses. The efficiency losses are further broken down into decision-making losses, communication losses, data and document processing losses, etc. This includes analysing processes and procedures towards increased office automation. Office TPM addresses twelve major losses. They are processing loss, cost loss in areas such as procurement, accounts, marketing, sales leading to high inventories, communication losses, idle losses, set-up loss, accuracy loss, office equipment breakdown, communication channel breakdown, telephone and fax lines, time spent on retrieval of information, non-availability of correct online stock status, customer complaints due to logistics and expenses on emergency dispatches/purchases.
How to start office TPM? A senior person from one of the support functions, e.g. Head of Finance, MIS, Purchase, etc. should be heading the sub-committee. Members representing all support functions and people from Production and Quality should be included in the sub-committee. TPM must co-ordinate plans and guide the sub-committee.
Benefits of office TPM: The main benefits of office TPM are:
- Involvement of all people in support functions for focusing on better plant performance.
- Better utilized work area.
- Reduced repetitive work.
- Reduced inventory levels in all parts of the supply chain.
- Reduced administrative costs.
- Reduced inventory carrying cost.
- Reduction in number of files.
- Reduction of overhead costs (to include cost of non-production/non-capital equipment).
- Productivity of people in support functions.
- Reduction in breakdown of office equipment.
- Reduction of customer complaints due to logistics.
- Reduction in expenses due to emergency dispatches/purchases.
- Reduced manpower.
- Clean and pleasant work environment.
9. PQCDSM in Office TPM
P—Production output lost due to want of material, manpower productivity and production output loss due to want of tools.
Q—Mistakes in preparation of cheques, bills, invoices, payroll, customer returns/warranty attributable to BOPs, rejection/rework in BOP’s/job work and office area rework.
C—Buying cost/unit produced, cost of logistics—inbound/outbound, cost of carrying inventory, cost of communication and demurrage costs.
D—Logistics losses (delay in loading/unloading):
- Delay in delivery due to any of the support functions
- Delay in payments to suppliers
- Delay in information
S—Safety in material handling/stores/logistics and safety of soft and hard data.
M—Number of Kaizen in office areas.
10. How Office TPM Supports Plant TPM
Office TPM supports the plant in undertaking a Jishu Hozen of the machines (after being trained in Jishu Hozen) during the:
- Initial stages when machines are more and manpower is less. The help of commercial departments can be taken for this.
- Office TPM can eliminate the loads online for logistics.
11. Extension of Office TPM to Suppliers and Distributors
This is essential, but only after as much as possible is done internally. With suppliers, it will lead to on-time delivery, improved “in-coming” quality and cost reduction. With distributors, it will lead to accurate demand generation, improved secondary distribution and reduction in damages during storage and handling.
12. Implementing TPM
The biggest challenge in the successful implementation of TPM is to motivate the employees from the top management level to the shop floor level. Total productive maintenance is based on teamwork and provides a method for the achievement of world-class levels of overall equipment effectiveness through people and not through technology or systems alone.
Maintenance and reliability as a core business strategy is a key to successful TPM i mplementation. Without the support of the top management, TPM will be just another “flavor of the month.” Implementing TPM using the following 12 steps will start the journey towards “zero-breakdowns” and “zero-defects.”
Step 1: Announcement of TPM The top management needs to create an environment that will support the introduction of TPM. Without the support of management, skepticism and resistance will kill the initiative.
Step 2: Launch a formal education programme This programme will inform and educate everyone in the organization about TPM activities, benefits and the importance of contributions from everyone.
Step 3: Create an organizational support structure This group will promote and sustain TPM activities once they begin. Team-based activities are essential to a TPM effort. This group needs to include members from every level of the organization from the management to the shop floor. This structure will promote communication and will guarantee that everyone is working toward the same goals.
Step 4: Establish basic TPM policies and quantifiable goals Analyse the existing conditions and set goals that are SMART—Specific, Measurable, Attainable, Realistic and Time-based.
Step 5: Outline a detailed master deployment plan This plan will identify what resources will be needed and when for training, equipment restoration and improvements, maintenance management systems and new technologies.
Step 6: TPM kick-off Implementation will begin at this stage.
Step 7: Improve effectiveness of each piece of equipment Project teams will analyse each piece of equipment and make the necessary improvements.
Step 8: Develop an autonomous maintenance programme for operators Operators undertaking a routine cleaning and inspection schedule will help stabilize conditions and stop accelerated deterioration.
Step 9: Develop a planned or preventive maintenance programme Create a schedule for preventive maintenance on each piece of equipment.
Step 10: Conduct training to improve operation and maintenance skills The maintenance department will take on the role of teachers and guides to provide training, advice and equipment information to the teams.
Step 11: Develop an early equipment management programme Apply preventive maintenance principles during the design process of equipment.
Step 12: Continuous improvement As in any lean initiative, the organization needs to develop a continuous improvement mindset.
13. TPM-Various Myths
Myth 1: TPM cannot be practised in public-sector companies. There is a belief that TPM cannot be practised in public-sector companies. However, some of the Indian public-sector companies have taken this as a challenge and have been successful in their journey of achieving and implementing TPM.
Myth 2: TPM is only for auto and auto ancillary manufacturing companies. With the cutthroat competition that exists even in the food industry, it becomes imperative that they evolve themselves for continuing to survive in the present market scenario.
Myth 3: TPM is only for manufacturing companies. TPM has been considered as a methodology only for manufacturing companies for all. However, some of the service sector companies have seriously taken up the methodology of TPM to improve their operations and were successful in challenging the TPM Excellence Award.
14. TPM Awards
The CII-TPM Club India has been providing consulting and training services to Indian industry for the last 10 years. The training is imparted to develop TPM experts and TPM masters. Box 14.2 discusses the activities of the TPM Club of India.
TPM expert: A person who applies TPM and reliability methodologies and tools to assist or lead teams in optimizing asset capacity and productivity at minimum lifecycle cost. A TPM expert is responsible for determining critical equipment and measuring its overall effectiveness, thus enabling growth and productivity through optimum asset utilization.
TPM master: A highly skilled individual experienced in the use of TPM and reliability tools and methodologies. A TPM master’s responsibilities include assisting the leadership in identifying high-leverage asset improvement opportunities; leading critical, high leverage improvement projects in a business; and leading cultural paradigm shifts from reactive to proactive asset management.
TPM awards are given to companies who have implemented the concepts of “total productive maintenance” as developed by the Japan Institute of Plant Maintenance, (JIPM), Japan and achieved excellent results. This award is challenged by companies inside and outside Japan, which has enabled good benchmarking among manufacturing companies. Some of the TPM award winners for 2008 are Brakes India, Sundaram Industries Ltd, Ispat Industries Ltd and Exide Industries Limited.
Box 14.2 TPM Club of India
The Confederation of Indian Industries (CII) in association with the Japan Institute of Plant Maintenance (JIPM) established the TPM club in 1998 with the purpose of being a national point of reference for TPM activities and promotion, consultancy and research to benefit Indian industry. The main objectives of the CII-TPM division are to promote TPM in the Indian industry, assist industry to implement TPM through training and consultancy and to provide support to JIPM in its activities in India.
The CII-TPM Club of India has been accredited as the assessment agency for TPM awards. It is one of the five agencies accredited in the first batch outside Japan. Out of five agencies, the Japan Institute of Plant Maintenance (JIPM) considers CII as the only agency that has the capability to carry out the assessment independently by itself.
Since the last four years, India is the only country that has won the highest number of TPM awards outside Japan. India stands second in the world so far on the number of awards given on TPM since 1971. In 2006, the number of TPM awards won by Indian companies crossed the 100 mark and reached 111, which is cumulative from 1995 till 2006. This is again the highest number of awards won by any country other than Japan.
Source: Poornima M. Charantimath (2017), Total Quality Management, Pearson; 3rd edition.
We’re a group of volunteers and starting a new scheme in our community. Your web site provided us with valuable information to paintings on. You have done an impressive task and our entire neighborhood shall be grateful to you.