In the year-ending review meeting called by Anil Jhunzunwala, MD, on 15 April 2001, Mahesh Pra- shad, General Manager, in charge of logistics, was pulled up by Ms Priyanka Agarwal, VP (Finance), who expressed her concern over the increased level of finished goods inventory that was creating cash flow problems. She also made remarks on the prevailing warehouse practices in the company, which were resulting in low productivity and higher warehousing cost. In defence, Mahesh Prashad tried to explain the situation based on the facts and figures he had with him and suggested some measures to overcome the problem.
1. The Company
Phantom Glass Ltd. is one of the leading glass manufacturing companies in India having an installed capacity of 32 million CSQM (600 tonnes per day) of float glass. The plant is located in western India at a prime location. The company is manufacturing a variety of international quality glass in technical and financial collaboration with a world-class manufacturer. The capacity utilization was 80 per cent during the last two years. This is much above the other producers of similar products in India. Phantom is making good headway in the market as the products are well accepted because of the world-class quality, and the prices are comparable to other available products in the market. Even in the prevailing recessionary trends in the market, the company registered an increase of 9.3 per cent in sales, similar to what they achieved last year, with the help of which they could maintain their market share at 20 per cent. The financial results for the past four years are shown in Table 24.2.1.

Of the total production, 35 per cent is of premium quality glass used in the automobile sector, while the balance 65 per cent goes into other applications. Phantom’s 30 per cent sales are generated through exports.
The organization is headed by the Managing Director, assisted by the Vice Presidents, who head the technical, production, marketing, finance and material and logistics operations respectively.
The company is marketing its products through a network of four regional offices and 200 dealers. They have no material storage facilities at the regional level. The material after loading on to the carrier is unloaded at the customer’s or the dealer’s place. All domestic supplies are organized through road carriers.

2. Manufacturing Process
The main components of glass are silica sand (73-75 per cent), soda ash, magnesium and feldspar, which are weighed and mixed in batches, to which recycled glass (called cullet) is added in the proportion of 3:1. Cullet acts as a catalyst and thus reduces the consumption of natural gas that is used as fuel in the glass-melting furnace. The materials are tested and stored for mixing under computer control.
The batched raw materials pass from a mixing silo to the furnace, where they are melted at 1700C. The molten glass is floated on to a bath of molten tin, which is less viscous than the glass and they do not mix with each other. This is done at 1000C. The contact surface is perfect flat and the glass is in solid form.
After leaving the tin bath chamber, the glass in hard sheet form is passed through annealing chamber at 600C. The hard glass sheets now pass over the roller. The annealing process helps in modifying the internal structure of glass and relieves it of internal stresses, enabling it to be cut and exhibit the desired physical properties. The glass surfaces from both sides are perfectly flat and need no grinding or polishing.
After cooling the glass sheets undergo rigorous quality checks and are then washed and sent to cutting section. The cut glass sheets are packed in wooden crates and stored for further dispatch to the customers.

3. The Product
Phantom manufactures glass sheets in fi ve different shades and thicknesses for a variety of applications. The sheets are cut according to customer requirements up to a maximum size of 9 ft 3 16 feet. However, the most common size is 4 ft 3 8 ft (see Table 24.2.2).

The major features of Phantom products are distortion-free and sparkling surface, thickness uniformity, high optical clarity, brilliant images when mirrored and higher strength for handling and usage. The product applications cover window glazing, curtain walls, partition walls, doors, shop fronts, furniture, mirrors, safety glass for automobiles, clocks, and so forth.
4. Logistics Operations
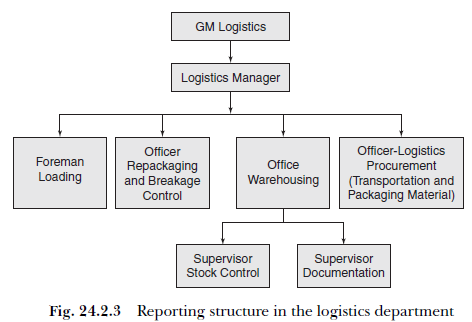
The logistics operations of PGL are handled by the General Manager, Mahesh Prashad, who reports to VP (materials and logistics). The customer service department (CSD) is under the GM—Marketing, who acts in close coordination with the logistics department (see Figure 24.2.3).
The customer requirements are conveyed to the logistics section by the CSD well in advance. Based on customer orders, the logistics section initiates the dispatch action. The flow chart in Figure 24.2.4 indicates the activities undertaken by the logistics department.
- Coordination with CSD The logistics department acts on the instructions of the CSD for material dispatches and maintains close coordination with them. However, due to delays in getting information on production schedules, the CSD department sometimes cannot give confirmed dispatch schedules to logistics. This results in part loading of the trucks, longer waiting for trucks (thus attracting the penalty), delays in loading and improper utilization of contract labour that are paid on a daily basis.

- Load unitization in crates The glass sheets cut into various sizes are unitized in wooden crates. Phantom uses over 100 different sizes of crates for the customized requirement of glass sheet sizes by the customers. They use 10,000 crates per month. However, out of the total crate requirement, 30 per cent fall in size 8 ft X 4 ft, 20-25 per cent in sizes 16 ft X 9 ft and 10 ft X 8 ft, which is reserved for exports. The balance 50 per cent requirement of crates is in odd sizes (see Table 24.2.3).
The packaging cost for the domestic consignment is 8 per cent (due to the large number of odd sizes) of the product cost, while it is 5 per cent of the product cost for the export consignment.
- Allocate the storage space After the glass sheets are packed, the crates are moved to the warehouse for space allocation and storage. The area available for storing the finished goods is 2500 sq metre. The warehouse bay has two overhead cranes of 10 MT capacity each and two forklift trucks of 500 Kgs and 1000 Kgs capacity respectively. The crates are stored in the vertical inclined position. They have special ‘A’ type racks to keep the crates in the vertical inclined position at 95 degrees.



These racks (600 no.) occupy more than 250 sq metre of floor area. As the product is stored in packed form in the crates, the area required for storage is almost 30 per cent more than for bare glass sheets. Due to space constraints in the warehouse, they store 250 CSQM of material per sq metre of warehouse floor space, while the international standard for easy and safe material (glass) storage and movement is 175 CSQM per sq metre of warehouse floor area. Due to legal constraints and the fragile nature of the product, they cannot plan for a multi-storey warehouse building. The order picking operation takes a lot of time due to the over-storage at warehouse. A lot of time is spent in removing the other crates to locate the right material and clear the movement path for the forklift. The breakage rate during material handling in warehouse area is on the higher side due to the congested storage arrangement.
- Organize the dispatches The logistics department is also involved in dispatch of the material from factory to various clients. The dispatch instructions are issued by the CSD. The contract labour are used for material movement and loading. The material is dispatched to customers and dealers through road carriers. The material is normally dispatched through tempos (6 tonnes), trucks (9 tonnes) and trailers (25 tonnes).
For the exports consignments, they use 20 ft dry, box-type containers. The material is loaded with the special ‘C’ type clamp developed for easy loading of the glass sheet crates inside the container. Due to lack of coordination between the CSD and the logistics departments, the trucks and the container trailers keep waiting for 2/3 days. The waiting attracts a penalty of Rs. 1000 for a container trailer and Rs. 500 for a lorry per day.
The productivity level at the logistics department is very low. In spite of engaging contract workers, they make 2/3 loads per shift as against the norm of 5 loads. They engage 5/6 groups per day to make the loads. Each group consists of five labourers and one supervisor.
On an average they dispatch 360—400 tonnes of material per day using a combination of the following vehicles:
25-tonne trailer 10-12 no.
9-tonne truck 8-12 no.
6-tonne LCV 10-15 no.
- I nventory management Inventory management is an integral part of the job responsibility of the warehouse manager. The stock control is manual. The warehouse staff spends much of their time in multiple manual entries. Without bar coding system, the material storage and retrieval takes a lot of time. Material tracking is a tedious task. The warehouse maintains an inventory of over 200 odd sizes (combination of thicknesses, sheet size and colours). Phantom’s marketing policy allows them to supply the material in customized sizes, which contributes to more than the 50 per cent of the company’s sales. The major problem is the inventory of the odd sizes, which at any point of time has more than 60 per cent of the share in value terms. The inventory movement observed during the past 12 months is shown in Table 24.2.4.

The inventory turnover ratio at Phantom is 3.8, which is quite low as compared to the international standard that is in the range of 6-7.
Source: Sople V.V (2013), Logistics Management, Pearson Education India; Third edition.
I’ve recently started a website, the information you offer on this website has helped me tremendously. Thank you for all of your time & work. “A physicist is an atom’s way of knowing about atoms.” by George Wald.