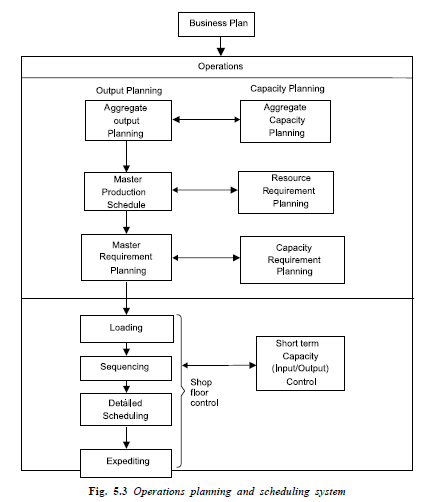
Operations planning and scheduling systems concern with the volume and timing of outputs, the utilisation of operations capacity at desired levels for competitive effectiveness. These systems must fit together activities at various levels, form top to bottom, in support of one another, as shown in Fig. 5.3. Note that the time orientation ranges from long to short as we progress from top to bottom in the hierarchy. Also, the level of detail in the planning process ranges from broad at the top to detail at the bottom.
Components of Operations Planning and Scheduling System
1. The Business Plan
The business plan is a statement of the organization’s overall level of business activity for the coming six to eighteen months, usually expressed in terms of outputs (in volume of sales) for its various product groups, a set of individual products that share or consume common blocks of capacity in the manufacturing process. It also specifies the overall inventory and backlog levels that will be maintained during the planning period. The business plan is an agreement between all functional areas—finance, production, marketing, engineering, R & D—about the level of activity and the products they are committed to support. The business plan is not concerned with all the details and specific timing of the actions for executing the plan. Instead, it determines a feasible general posture for competing to achieve its major goals. The resulting plan guides the lower-level, more details decisions.
2. Aggregate Production (Output) Planning
The process of determining output levels of product groups over the coming six to eighteen months on a weekly or monthly basis. It identifies the overall level of outputs in support of the business plan. The plan recognizes the division’s existing fixed capacity and the company’s overall policies for maintaining inventories and backlogs, employment stability and subcontracting.
3. Aggregate Capacity Planning
It is the process of testing the feasibility of aggregate output plans and evaluating overall capacity utilisation. A statement of desired output is useful only if it is feasible. Thus, it addresses the supply side of the firm’s ability to meet the demand. As for aggregate output plans, each plant, facility, or division requires its own aggregate capacity plan. Capacity and output must be in balance, as indicated by the arrow between them in Fig. 5.3. A capacity plan translates an output plan into input terms, approximating how much of the division’s capacity will be consumed. Although these basic capacities are fixed, management can manipulate the short-term capacities by the ways they deploy their work force, by subcontracting, or by using multiple work shifts to adjust the timing of overall outputs. As a result, the aggregate planning process balances output levels, capacity constraints, and temporary capacity adjustments to meet demand and utilise capacity at desired levels during the coming months. The resulting plan sets limits on the master production schedule.
4. Master Production Scheduling (MPS)
MPS is a schedule showing week by week how many of each product must be produced according to customer orders and demand forecasts. Its purpose is to meet the demand for individual products in the product group. This more detailed level of planning disaggregates the product groups into individual products and indicates when they will be produced. The MPS is an important link between marketing and production. It shows when incoming sales orders can be scheduled into production, and when each shipment can be scheduled for delivery. It also takes into account current backlogs so that production and delivery schedules are realistic.
5. Resource Requirement Planning
Resource requirement planning (rough-cut capacity planning) is the process of testing the feasibility of master production schedule in terms of capacity. This step ensures that a proposed MPS does not inadvertently overload any key department, work centre, or machine, making the MPS unworkable.
6. Material Requirement Planning
Material requirement planning (MRP) is a system of planning and scheduling the time phased material requirements for releasing materials and receiving materials that enable the master production schedule to be implemented. Thus, the master production schedule is the driving force for material requirements planning. MRP provides information such as due dates for components that are subsequently used for shop floor control. Once this information is available, it enables managers to estimate the detailed requirements for each work centres.
7. Capacity Requirement Planning
Capacity requirement planning (CRP) is an iterative process of modifying the MPS or planned resources to make capacity consistent with the production schedule. CRP is a companion process used with MRP to identify in detail the capacity required to execute the material requirement planning. At this level, more accurate comparisons of available and needed capacity for scheduled workloads are possible.
8. Shop Floor Control
Shop floor control involves the activities that execute and control shop operations namely loading, sequencing, detailed scheduling and expediting jobs in production. It coordinates the weekly and daily activities that get jobs done. Individual jobs are assigned to machines and work centres (loading), the sequence of processing the jobs for priority control is determined, start times and job assignments for each stage of processing are decided (detailed scheduling ) and materials and work flows from station to station are monitored and adjusted (expediting).
9. Loading
Each job (customer order) may have its unique product specification and, hence, it is unique through various work centres in the facility. As new job orders are released, they are assigned or allocated among the work centres, thus establishing how much of a load each work centre must carry during the coming planning period. This assignment is known as loading (sometimes called shop loading as machine loading).
10. Sequencing
This stage establishes the priorities for jobs in the queues (waiting lines) at the work centres. Priority sequencing specifies the order in which the waiting jobs are processed; it requires the adoption of a priority sequencing rule.
11. Detailed Scheduling
Detailed scheduling determines start times, finish times and work assignments for all jobs at each work centre. Calendar times are specified when job orders, employees, and materials (inputs), as well as job completion (outputs), should occur at each work centre. By estimating how long each job will take to complete and when it is due, schedulers can establish start and finish dates and develop the detailed schedule.
12. Expediting
Expediting is a process of tracking a job’s progress and taking special actions to move it through the facility. In tracking a job’s progress, special action may be needed to keep the job moving through the facility on time. Manufacturing or service operations disruptions-equipments breakdowns, unavailable materials, last-minute priority changes, require managers to deviate from plans and schedules and expedite an important job on a special handling basis.
13. Input/Output Control
Input/output control related to the activities to monitor actual versus planned utilisation of a work centre’s capacity. Output plans and schedules call for certain levels of capacity at a work centre, but actual utilisation may differ from what was planned. Actual versus planned utilisation of the work centre’s capacity can be monitored by using input-output reports and, when discrepancies exist, adjustments can be made. The important components of operations planning and scheduling system has been explained in detail in the following paragraphs.
Source: KumarAnil, Suresh N. (2009), Production and operations management, New Age International Pvt Ltd; 2nd Ed. edition.
31 May 2021
29 May 2021
31 May 2021
31 May 2021
29 May 2021
29 May 2021