Time study is also called work measurement. It is essential for both planning and control of operations.
According to British Standard Institute time study has been defined as “The application of techniques designed to establish the time for a qualified worker to carry out a specified job at a defined level of performance. ”
1. Steps in Making Time Study
Stop watch time is the basic technique for determining accurate time standards. They are economical for repetitive type of work. Steps in taking the time study are:
- Select the work to be studied.
- Obtain and record all the information available about the job, the operator and the working conditions likely to affect the time study work.
- Breakdown the operation into elements. An element is a instinct part of a specified activity composed of one or more fundamental motions selected for convenience of observation and timing.
- Measure the time by means of a stop watch taken by the operator to perform each element of the operation. Either continuous method or snap back method of timing could be used.
- At the same time, assess the operators effective speed of work relative to the observer’s concept of ‘normal’ speed. This is called performance rating.
- Adjust the observed time by rating factor to obtain normal time for each element

- Add the suitable allowances to compensate for fatigue, personal needs, contingencies. etc. to give standard time for each element.
- Compute allowed time for the entire job by adding elemental standard times considering frequency of occurrence of each element.
- Make a detailed job description describing the method for which the standard time is established.
- Test and review standards wherever necessary. The basic steps in time study are represented by a block diagram in Fig. 7.5.
2. Computation of Standard Time
Standard time is the time allowed to an operator to carry out the specified task under specified conditions and defined level of performance. The various allowances are added to the normal time as applicable to get the standard time as shown in Fig. 7.6.
Standard time may be defined as the, amount of time required to complete a unit of work:
(a) under existing working conditions,
(b) using the specified method and machinery,
(c) by an operator, able to the work in a proper manner, and
(d) at a standard pace.
Thus basic constituents of standard time are:
- Elemental (observed time).
- Performance rating to compensate for difference in pace of working.
- Relaxation allowance.
- Interference and contingency allowance.
- Policy allowance.

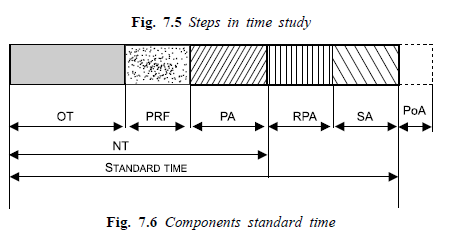
OT – Observed Time
PRF – Performance Rating Factor
NT – Normal Time
PA – Process Allowances
RPA – Rest and Personal Allowances
SA – Special Allowances
PoA – Policy Allowances
Allowances
The normal time for an operation does not contain any allowances for the worker. It is impossible to work throughout the day even though the most practicable, effective method has been developed. Even under the best working method situation, the job will still demand the expenditure of human effort and some allowance must therefore be made for recovery from fatigue and for relaxation. Allowances must also be made to enable the worker to attend to his personal needs. The allowances are categorised as: (1) Relaxation allowance, (2) Interference allowance, and (3) Contingency allowance.
(1) Relaxation Allowance
Relaxation allowances are calculated so as to allow the worker to recover from fatigue. Relaxation allowance is a addition to the basic time intended to provide the worker with the opportunity to recover from the physiological and psychological effects of carrying out specified work under specified conditions and to allow attention to personal needs. The amount of allowance will depend on nature of the job.
Relaxation allowances are of two types: fixed allowances and variable allowances.
Fixed allowances constitute:
- Personal needs allowance: It is intended to compensate the operator for the time necessary to leave, the workplace to attend to personal needs like drinking water, smoking, washing hands. Women require longer personal allowance than men. A fair personal allowance is 5% for men, and 7% for women.
- Allowances for basic fatigue: This allowance is given to compensate for energy expended during working. A common figure considered as allowance is 4% of the basic time.
(2) Variable Allowance
Variable allowance is allowed to an operator who is working under poor environmental conditions that cannot be improved, added stress and strain in performing the job.
The variable fatigue allowance is added to the fixed allowance to an operator who is engaged on medium and heavy work and working under abnormal conditions. The amount of variable fatigue allowance varies from organization to organization.
(3) Interference Allowance
It is an allowance of time included into the work content of the job to compensate the operator for the unavoidable loss of production due to simultaneous stoppage of two or more machines being operated by him. This allowance is applicable for machine or process controlled jobs.
Interference allowance varies in proportion to number of machines assigned to the operator. The interference of the machine increases the work content.
(4) Contingency Allowance
A contingency allowance is a small allowance of time which may be included in a standard time to meet legitimate and expected items of work or delays. The precise measurement of which is uneconomical because of their infrequent or irregular occurrence.
This allowance provides for small unavoidable delays as well as for occasional minor extra work:
Some of the examples calling for contingency allowance are:
- Tool breakage involving removal of tool from the holder and all other activities to insert new tool into the tool holder.
- Power failures of small duration.
- Obtaining the necessary tools and gauges from central tool store. Contingency allowance should not exceed 5%.
(5) Policy Allowance
Policy allowances are not the genuine part of the time study and should be used with utmost care and only in clearly defined circumstances.
The usual reason for making the policy allowance is to line up standard times with requirements of wage agreement between employers and trade unions.
The policy allowance is an increment, other than bonus increment, applied to a standard time (or to some constituent part of it, e.g, work content) to provide a satisfactory level of earnings for a specified level of performance under exceptional circumstances. Policy allowances are sometimes made as imperfect functioning of a division or part of a plant.
ILLUSTRATION 1: Assuming that the total observed time for an operation of assembling an electric switch is 1.00 min. If the rating is 120%, find normal time. If an allowance of 10% is allowed for the operation, determine the standard time.
SOLUTION:
Obsessed time (or) selected time = 1.00 min
Rating = 120%
Allowance = 10%
As we know that, normal time
![]()
= 1.00 ×120/100
= 1.20 min
Allowance @ 10% = 1.20 × 10/100
= 0.12 min
Standard time = Normal time + Allowances
= 1.20 + 0.12 = 1.32 min.
ILLUSTRATION 2: An operator manufactures 50 jobs in 6 hours and 30 minutes. If this time includes the time for setting his machine. Calculate the operator’s efficiency. Standard time allowed for the job was:
Setting time = 35 min
Production time per piece = 8 min
SOLUTION:
As standard time = Set up time + Time per piece x No. of pieces produced Standard time for manufacturing 50 jobs
= 35 + 8 x 50 = 435 min
= 7 hours and 15 min.

ILLUSTRATION 3: Following datas were obtained by a work study. Man from a study conducted by hours.
- Maintenance time
(a) Get out and put away tools = 12.0 min/day
(b) Cleaning of machine = 5.0 min/day
(c) Oiling of machine = 5.0 min/day
(d) Replenish coolant supply = 3.0 min/day
- Interruption
(a) Interruption by foreman = 5.0 min/day
(b) Interruption by porter etc. = 4.0 min/day
(c) Delay time due to power failure etc. = 6.0 min/day
(d) Personal time = 20.0 min/day
Calculate total allowances, total available cycle time productive hours, considering a working day of 8 hours.
SOLUTION:
Total allowance (sometimes also known as station time)
= Total maintenance time + Interruption time + Delay time + Personal time
= (12.0 + 5 + 5 + 3.0) + (5.0 + 4.0) + 6.0 + 20.0
= 25.0 + 9.0 + 6.0 + 20.0
= 60.0 min per day
.. Total available cycle time = Total work period – Total allowances
= 480 – 60 = 420 min/day

ILLUSTRATION 4: Find out the standard time using the following data:
Average time for machine elements = 6 min
Average time for manual elements = 4 min
Performance rating = 110%
Allowances = 10%
SOLUTION:
Normal time = Machinery time + Manual time x Rating
= 6 + 4 x 1.1
= 6 + 4.4 = 10.4 min
Standard time = Normal time + Allowances
= 10.4 + 10.4 x
= 10.4 (1 + 0.1) = 11.44 min.
Source: KumarAnil, Suresh N. (2009), Production and operations management, New Age International Pvt Ltd; 2nd Ed. edition.
I’d need to examine with you here. Which isn’t something I normally do! I get pleasure from reading a publish that can make individuals think. Additionally, thanks for allowing me to comment!
Pretty section of content. I just stumbled upon your weblog and in accession capital to assert that I acquire actually enjoyed account your blog posts. Anyway I will be subscribing to your augment and even I achievement you access consistently fast.